OneCNCXR8 versión 62.77
Actualización de la versión OneCNCXR8 62.77
OneCNCXR8 Release 62.77 contiene muchos ajustes que hemos detallado aquí. Pero primero tenemos un recordatorio para todos los usuarios de OneCNC.
Nota especial y recordatorio para todos los usuarios de OneCNC.
Al utilizar cualquier ruta de herramientas del modelo de stock, la parte superior del material, la parte superior Z (parte superior del trabajo), siempre debe estar correctamente establecida.
Aunque esto es un recordatorio, siempre ha sido un requisito en todas las versiones de OneCNC en la configuración superior del material de diálogo de espacios libres de herramientas.
Esto no solo controla todos los valores de espacio libre, sino que también controla los valores de profundidad de las perforaciones de perfiles de bolsillos y todas las profundidades de las trayectorias de herramientas de stock.
Esto muestra una parte típica y las flechas representan el material Z Top

Esto muestra el cuadro de diálogo de aprobación que controla la parte superior del Material Z (Parte superior del trabajo)

Esta versión incluye muchos ajustes funcionales y estos son los principales.
Archivo de ayuda
Nuevo archivo de ayuda en inglés actualizado y tutoriales.
Impresión
Se mejoró para evitar que una entidad no válida provoque un error en la impresión.
Nivel Z áspero
Se mejoró la trayectoria aproximada del nivel Z para evitar que no se genere
Grabar simulación
Se mejoró la simulación de la herramienta de grabado.
Ciclo del hilo
Torno hilo ciclo longitud del hilo Z dirección positiva fue corregida
Idiomas
Idioma chino actualizado
Idioma japonés actualizado
HS Pocket
El bolsillo cerrado HS se ajustó para evitar que se genere como HS Open si la parte superior del material se ajustó Z positivo tuvo una mejora adicional. Se realizaron cambios en el método de compensación que cambió el comportamiento del borde superior del bolsillo, incluido el acabado del borde superior cuando se usó.
Perfil de molino
Se corrigió el perfil del molino utilizando el conjunto de herramientas bullnose en ángulos de contorneado de profundidades aproximadas junto con un método de comportamiento mejorado para comenzar el borde superior del perfil.
Perfil de molino
Se corrigió el desplazamiento del radio de la punta de la herramienta de perfil de fresado y se realizó una mejora adicional del comportamiento general en el borde superior del perfil.
Detalles de las nuevas funciones Pocket y Profile
Los cambios en el comportamiento de los límites se muestran en los siguientes gráficos.
Al usar cualquier ruta de herramientas de stock, uno de los valores más importantes en cada función es la parte superior del valor de Job Z.
Esto siempre debe estar en la cima del trabajo
Puede ser posible tener el límite en otro nivel Z, pero la parte superior del trabajo siempre debe ser el valor Z utilizado en los cuadros de diálogo de configuración de herramientas en OneCNC
Este primer gráfico muestra un molino de bolas cónicas que se usa para embolsar y terminar el perfil de un bolsillo.

OneCNCXR8 admite fresas de extremo cuadrado de estilo estándar, herramientas cónicas de punta de bola de extremo cuadrado y estilos de punta redondeada.
Los usuarios deben ser conscientes de que algunas de estas herramientas, el diámetro mayor de la herramienta, a menudo estará fuera del bolsillo o del límite del perfil.
Esto, por supuesto, depende de los tamaños y longitudes de la herramienta en comparación con la cavidad o el perfil que se está mecanizando.

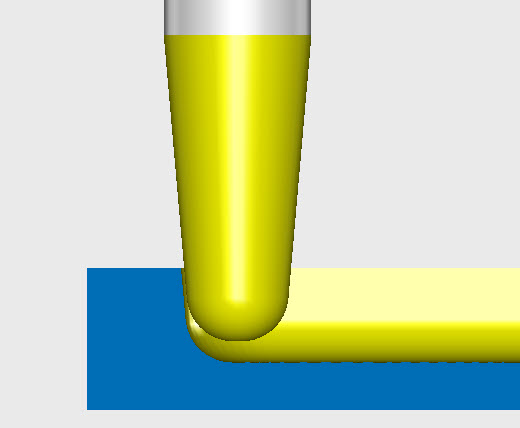
Esto muestra un bolsillo de pared cónico con Bullnose End Mill con parámetros aproximados y finos.

La cavidad poco profunda donde el radio de la punta de la herramienta es mayor que la profundidad de la cavidad, el borde de la herramienta que se utiliza ahora se cortará hasta el límite.

Esto muestra más claramente que la profundidad del bolsillo es menor que el radio.

Esto muestra un bolsillo poco profundo con un acabado de perfil usando un molino de extremo cuadrado y un perfil usando un molino de bolas.

Tenga en cuenta que en OneCNC muchas herramientas sobresalen del límite de las funciones de bolsillo o perfil.
Molino de extremo de bola donde el radio de la punta es menor que la profundidad de la bolsa o del perfil o el diámetro mayor de los molinos de extremo cónicos a menudo superan el límite del perfil.
No se recomienda el bolsillo de alta velocidad para un bolsillo poco profundo con un radio de punta grande.
Una mejor selección sería un bolsillo tradicional o estilos de bolsillo en zigzag con configuración de perfil de acabado.
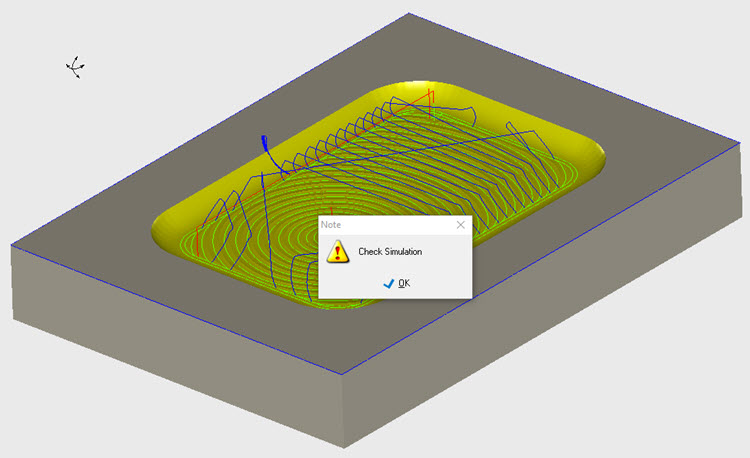
Si utiliza el estilo HS para este bolsillo de poca profundidad, habrá un mensaje para verificar la simulación.
El estilo HS puede no proporcionar un acabado adecuado para un bolsillo poco profundo donde el radio de la punta es mayor que la profundidad del bolsillo.

Aquí hay otros ejemplos típicos de herramientas con un diámetro mayor que excede el límite.
Herramienta de punta de bola cónica
Herramienta cónica bullnose

Herramienta de punta cuadrada cónica

Hay muchas rutas de herramientas de stock que pueden tener voladizo, incluidas las herramientas de chaflán.
Las rutas de herramientas modelo tienen muchas más situaciones similares.
Esta es la razón por la que se deben simular todas las rutas de herramientas antes de publicar el archivo en la máquina.
Este gráfico muestra una herramienta de chaflán.

La versión 62.73 de OneCNCXR8 ya está disponible en el servidor de actualización de OneCNC para todos los usuarios con licencia de OneCNCXR8.
Actualizaciones de OneCNC
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sept 05 2003
OneCNCXP 5.29
Sept 12 2003