OneCNCXR8 Release 62.77
OneCNCXR8 Version update 62.77
OneCNCXR8 Release 62.77 contains many adjustments which we have detailed here.but first we have a reminder for all OneCNC users.
Special Note and Reminder to all OneCNC users.
When using any Stock Model Toolpaths the top of the material top Z (top of job) must always be set correctly.
Although this is a reminder but has always been the requirement in all versions of OneCNC in the Tool Clearances dialog material top setting.
This not only controls all clearance values but also controls the depth values of pockets profiles drilling and all depths of the stock toolpaths.
This shows a typical part and the arrows depict the Material Z Top

This shows the clearance dialog that controls the Material Z top (Top of the job)

This release includes many functional adjustments and these are main ones.
Help File
New updated English help file and tutorials.
Printing
Was improved to prevent Invalid entity to cause printing to fail.
Z Level Rough
Z level rough toolpath improved to prevent not being generated
Engrave Simulation
Engrave tool simulation was improved.
Thread Cycle
Lathe thread cycle thread length Z positive direction was corrected
Languages
Chinese language updated
Japanese Language updated
HS Pocket
HS Closed pocket was adjusted to prevent being generated as HS Open if material top was set Z positive had further improvement. Changes were made to the offsetting method which changed the behavour of the top edge of the pocket including the top edge finish when used..
Mill Profile
Mill Profile using bullnose tool set to rough depths taper angle was corrected together with improved behaviour method of starting the top edge of the profile.
Mill Profile
Mill profile tool tip radius offset was corrected and further general behaviour improvement was made to the top edge of the profile.
Details of the new Pocket and Profile functions
Boundary behaviour changes are shown in the following graphics.
When using any stock toolpaths one of the most important value in each function is the top of the Job Z value.
This must always be on top of the Job
It can be possible to have the boundary on another Z level but the top of the job must always be the Z value used in the tool setting dialogs in OneCNC
This first graphic shows a Tapered Ball Mill being used to pocket and finish profile a pocket.

OneCNCXR8 supports standard style square end mills, tapered tools of square end ball nose and bullnose styles.
Users need to be aware that some of these tools the major diameter of the tool will often be outside of the pocket or profile boundary.
This of course depends on the tool sizes and lengths compared to the pocket or profile being machined.

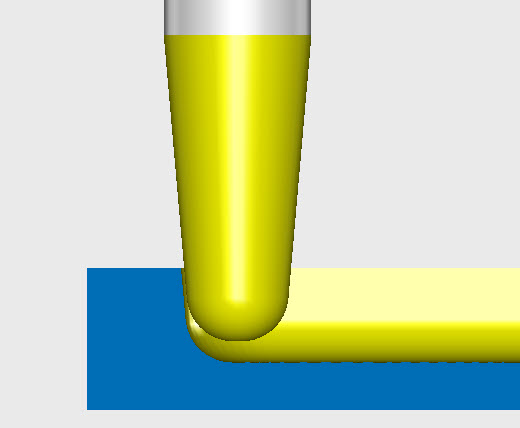
This shows a tapered wall pocket using Bullnose End Mill using rough and finich parameters.

Shallow pocket where the tip radius of the tool is larger than the pocket depth the edge of the tool being used will now cut to the boundary.

This shows more clearly the pocket depth being less than the radius.

This shows a shallow pocket with a profile finish using a square end mill and a profile using a ball mill.

Be aware that in OneCNC many tools protrude beyond the boundary of the pocket or profile functions.
Ball End mill where the tip radius is less than the pocket or profile depth or the major diameter of tapered end mills often esceed the profile boundary..
High Speed pocket is not recommended for a shallow pocket with a large tip radius.
A better selection would be a Traditional Pocket or Zig Zag pocket styles with finish profile setting.
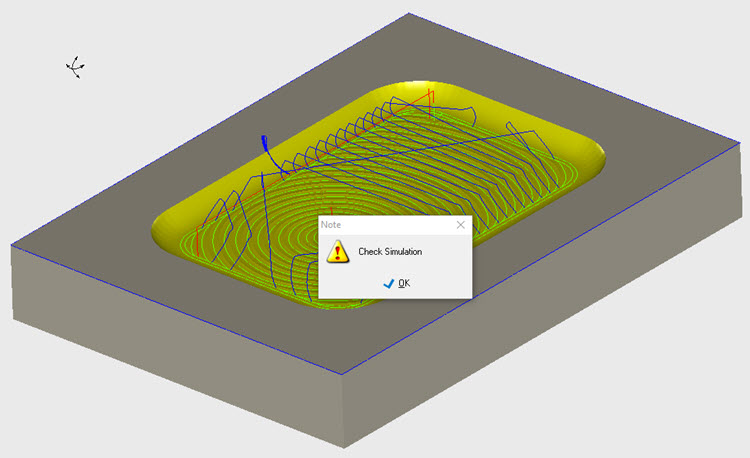
If you do use the HS style for this shallow depth pocket there will be a message to check the simulation.
HS style may not provide a suitable finish for a shallow pocket where the tip radius is greater than the pocket depth..

Here are other typical examples of tools with the major diameter exceeding the boundary.
Tapered Ball End Tool
Tapered Bullnose Tool

Tapered square end tool

There are many stock toolpaths that can have overhang including chamfer tools.
Model toolpaths have many more situations similar.
This is the reason all toolpaths should be simulated before posting the file to the machine.
This graphic shows a chamfer tool.

OneCNCXR8 Version 62.73 is now available in the OneCNC Update Server for all licenced OneCNCXR8 users..
OneCNC Updates
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003